










anaflux (cultures fixées en lit fluidisé)
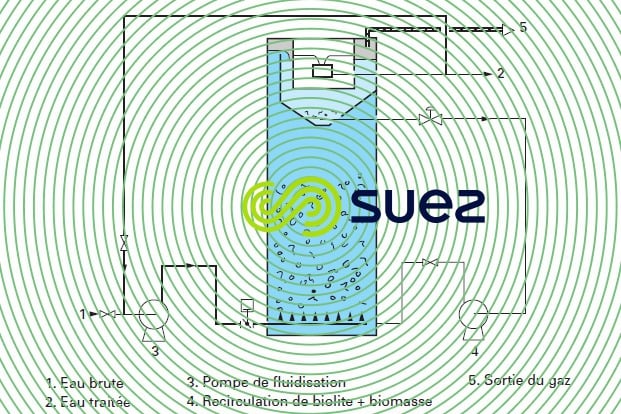
Temps de lecture :Dans ce réacteur (figure 3), les bactéries sont fixées sur un matériau granulaire fin mis en fluidisation par le courant ascendant du liquide à traiter, en sorte que :
- la surface développée du biofilm par unité de volume est maximale ;
- le contact substrat/biofilm est optimum.

Ce type de réacteur est celui qui permet de concentrer les plus fortes populations bactériennes actives et donc d’accepter les charges volumiques les plus élevées.
Une biolite spéciale, de TEN inférieure à 0,5 mm, a été choisie pour ses caractéristiques propres :
- structure poreuse à forte surface spécifique (bon accrochage du biofilm) ;
- faible masse volumique (vitesse de fluidisation raisonnable ~ 7 m · h–1) ;
- résistance à l’attrition ;
- conditions de fabrication strictement contrôlées.
conception (figure 3)
Le réacteur peut être réalisé soit en acier, soit en matériau plastique. Protection anticorrosion et isolation thermique sont normalement nécessaires.
Pour assurer la fluidisation du matériau, il faut maintenir une vitesse de 5 à 10 m · h–1 imposant généralement un recyclage de l’effluent. Le mélange est réparti uniformément dans le réacteur ; un séparateur triphasique situé à la partie supérieure permet de dégager le gaz et de récupérer la biolite qui peut être entraînée (bulles de biogaz accrochées au film), et de la recycler.
La colonisation progressive du matériau peut provoquer un allégement excessif et son entraînement hors du système. Le décrochage des boues en excès d’une partie du matériau au travers d’une enceinte, où règne une forte turbulence, permet l’évacuation de la biomasse excédentaire avec l’eau traitée.
applications et performances
Les fortes charges volumiques appliquées (30 à 60 kg de DCO par m3 de lit à 30 % d’expansion) entraînent des temps de séjour courts (quelques heures) dans le réacteur, ce qui nécessite, une acidification préalable.
Les principaux avantages du procédé sont :
- pas de risque de colmatage du matériau support ;
- rapidité de démarrage ;
- faible encombrement ;
- grande variation de débit possible.
Selon la nature de l’effluent, le rendement d’épuration varie de 70 à 85 % sur la DCO, 75 à 90 % sur la DBO5. L’Anaflux est adapté à des effluents dont la DCO est de l’ordre ou supérieure à 2 g · L–1, c’est-à-dire aux effluents des IAA (brasseries, boissons sucrées, levureries, conserveries, amidonneries, distilleries, laiteries…), d’industries du papier (papeteries, condensats d’évaporation…).


Outil Marque-page
Cliquez sur l'outil marque-page, puis surlignez le dernier paragraphe lu pour pouvoir poursuivre ultérieurement votre lecture.
