








La digestion anérobie
Temps de lecture :La fermentation méthanique (voir Cultures bactériennes anaérobies) a un pouvoir de destruction cellulaire parmi les plus puissants du monde biologique, et permet l’élimination d’une quantité importante de MO. La digestion anaérobie des boues est normalement mise en œuvre sans recyclage de boues digérées épaissies, le temps de séjour et la concentration initiale des boues en MO permettant la synthèse de la flore bactérienne sans risque de lessivage.
La production de biogaz est le critère le plus représentatif et le plus simple de la qualité de la digestion. Elle dépend principalement de trois facteurs :
- la température ;
- le temps de séjour ;
- le degré de stabilisation de la MO admise en digestion.
Dans les installations d’épuration d’ERU, on se fixe généralement pour but d’obtenir, par digestion, une réduction de 40 à 50 % de la teneur en MO des boues mixtes.
La production de biogaz d’une digestion bien équilibrée conduit à une production de 900 à 1 100 L de gaz pour 1 kg de MO détruite. Le gaz est composé essentiellement de méthane CH4(60 à 65 % v/v) et du dioxyde de carbone CO2 (35 à 40 %v/v). D’autres éléments peuvent être présents en très faible proportion : CO, N2, hydrocarbures, H2S, mercaptans, COV. Son PCI dépend évidemment de la proportion de CH4. Il est compris entre 21 300 et 23 400 kJ · Nm–3 (5 100 et 5 600 kCal · Nm–3).
L’influence de la température est déterminante sur le bon fonctionnement d’une digestion : rapidité de démarrage, stabilité de la fermentation, production de gaz.
La fermentation mésophile, au voisinage de 35 °C, est celle généralement mise en œuvre.
La fermentation thermophile (50-60 °C) est plus rarement utilisée : elle permet pourtant une réduction jusqu’à un facteur 2 des volumes de réacteurs et une plus forte élimination des germes pathogènes.
La digestion anaérobie en deux phases est une excellente solution pour :
- assurer une hydrolyse rapide de la MO dans un premier réacteur thermophile à faible temps de séjour ;
- optimiser la phase de méthanisation dans un second réacteur mésophile.
paramètres influant sur le rendement de la digestion anaérobie
Outre la température, le temps de séjour (rapporté au débit journalier entrant de boues fraîches) et la charge organique appliquée sont des éléments essentiels de dimensionnement.




Avec TSH : temps de séjour hydraulique (jour)
V : volume du réacteur (m3)
Qb : débit de boues fraîches (m3·j–1)
CO : charge organique (kg MO · m–3·j–1)
Cb : concentration des boues fraîches en MES (g · L–1)
MOb : pourcentage de MO/MES (%)
Un temps de séjour satisfaisant est obtenu avec :
- un volume suffisant du réacteur ;
- une assez forte concentration des boues fraîches limitant le débit à traiter.
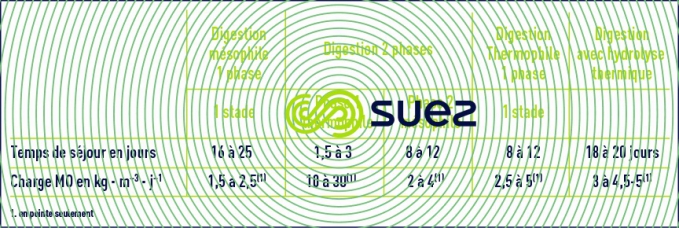
La figure 15 définit les zones de bon fonctionnement des différents types de digesteur anaérobie (voir stabilisation des boues liquides) en fonction du TSH et de la Cb et donc en fonction la charge organique CO.
Remarque : il est toujours possible d’augmenter le temps de séjour pour ne pas dépasser les charges maximales (ce qu’expriment les zones en pointillé).


Trois autres paramètres améliorent le rendement et la conduite des digesteurs de boues :
- l’intensité du brassage, beaucoup plus utile pour la méthanisation de boues (visqueuses) que pour celle d’effluents. Un brassage efficace réduit les écarts de température et de concentration en MO dans la masse du digesteur et multiplie les chances de rencontre entre micro-organismes et matières à dégrader. Le décalage que l’on peut observer entre le rendement de digesteurs de laboratoire et celui, plus faible, de digesteurs industriels, s’explique souvent par la différence de l’intensité de brassage ;
- la régularité de l’alimentation : l’apport de boues fraîches et le soutirage des boues digérées doivent être réguliers, de façon à éviter les à-coups dans le développement des micro-organismes ;
- la teneur, la nature et la structure de la MOinfluent sur le rendement d’élimination de celles-ci. Normalement, les rendements les plus élevés sont obtenus avec les teneurs initiales en MO les plus fortes et donc comportant des boues primaires et/ou de forte charge ; au contraire les rendements d’élimination peuvent s’abaisser à 30-40 % avec les boues de type aération prolongée. Des prétraitements mécaniques, thermiques voire chimiques peuvent en revanche rendre les MO plus accessibles donc plus biodégradables et ainsi augmenter les cinétiques et les rendements (voir La digestion anérobie).
résultats et avantages de la digestion
Les avantages de la digestion anaérobie sont multiples :
- Réduction des nuisances olfactives : les boues fraîches des effluents urbains ont une couleur grise ou jaunâtre ; elles contiennent des matières fécales, des débris de légumes, des fibres… Elles sont malodorantes. Les boues dont la digestion est achevée ont une couleur noire (sulfure de fer) et dégagent une odeur faible proche de celle du goudron. On ne peut pratiquement plus distinguer leurs constituants initiaux (à l’exception des cheveux, poils, certaines graines et certains déchets plastiques). La manipulation à l’air libre des boues digérées n’entraîne plus de nuisance et on n’observe pas de reprise de fermentations même aprèsun temps de stockage prolongé (au contraire des stabilisations chimiques voire aérobies).
- Hygiénisation : 90 % des salmonelles et de la plupart des germes pathogènes sont détruits, mais l’élimination des virus et des œufs d’helminthes semble un peu moins bonne.
- Diminution due la quantité de boues : l’élimination d’une partie importante de la MO par fermentation entraine une réduction globale de la matière :
Si l’on appelle :
- m1 le pourcentage de matières minérales des boues fraîches (par rapport aux MES) ;
- m2 le pourcentage de matières minérales des boues digérées (par rapport aux MES) ;
- la réduction x de MO obtenue par la digestion s’obtient par la relation :
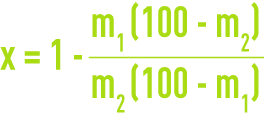
Cette formule part de l’hypothèse de la conservation des matières minérales entre l’entrée et la sortie du digesteur ; c’est une approximation car il y a des modifications notamment sur la concentration en carbonates mais cela reste la méthode la plus simple à mettre en œuvre sur le terrain.
Une réduction de 40-50 % de la teneur en MO correspond sensiblement, sur les boues d’ ERU, à l’élimination du tiers des matières sèches. Les installations aval de déshydratation, de séchage des boues ou d’incinération sont réduites en conséquence ; en outre, vu la capacité tampon importante du digesteur, leur alimentation peut être parfaitement régulière (débit, concentration et qualité).
Remarque : l’expérience montre que digérer une boue primaire n’améliore pas sa déshydratabilité, ceci est aussi vrai pour les boues biologiques. Par contre la digestion des boues mixtes entraine une perte de déshydratabilité d’autant plus grande que le ratio Boues biologiques/Boues Primaires est grand. Cela est dû à une réduction plus importante de la matière organique des boues primaires qui entraine une augmentation de la proportion de matière organique provenant des boues biologiques dans le mélange digéré.
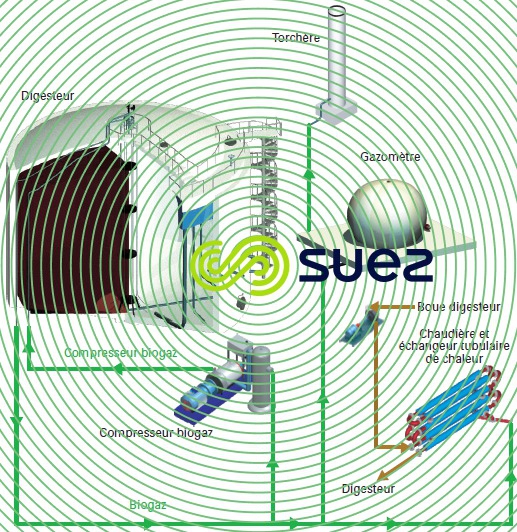
Au niveau environnemental, la digestion présente l’avantage de fournir de l’énergie sous une formestockable : le biogaz, dont la quantité produite est normalement très excédentaire par rapport aux besoins thermiques de l’installation de digestion.
Par exemple, lors du traitement de boues mixtes fraîches à 70 % de MO/MES en zone tempérée, environ 1/3 du biogaz produit suffit pour le chauffage du digesteur, 2/3 reste donc disponible pour une valorisation.
Le biogaz contribue donc à l’autosuffisance des usines de traitement des eaux résiduaires : la consommation d’énergies fossiles est réduite, l’empreinte environnementale des usines est également améliorée par la réduction des volumes des boues à transporter.
Le stockage du biogaz est réalisé généralement dans des gazomètres souples ou à cloche (au voisinage de la pression atmosphérique) ou dans des sphères sous pression de quelques bars. En cas de valorisation du biogaz (chauffage, séchage, incinération, cogénération…), un stockage de 6 à 8 h s’impose.
valorisation du biogaz
Rappels : PCI du méthane = 35 865 kJ · Nm–3 (8 580 kcal · Nm–3) ; le PCI du biogaz varie uniquement en fonction de sa teneur en méthane (PCI d’un biogaz contenant 65 % de méthane = 23 300 kJ ·Nm–3 soit 5 550 kcal · Nm–3).
valorisation en chaleur
L’exemple de La Feyssine (Grand Lyon- France) est à ce titre exemplaire :
Dans cette usine de 300 000 EH, la production de biogaz est de 4187 m3 par jour. Le biogaz est brulé en chaudière pour le chauffage des digesteurs et l’alimentation du sécheur thermique de boues, 77% des besoins énergétiques du sécheur sont ainsi couverts et l’économie en gaz naturel générée est de l’ordre de 950 000 m3 par an.
production simultanée de chaleur et d’électricité
En dehors de l’utilisation à des fins de chauffage, l’excédent de gaz peut conduire à une production importante d’énergie électrique. La cogénération, produit à partir du seul combustible biogaz, simultanément une source de chaleur et d’énergie mécanique pouvant entraîner notamment des alternateurs ; par rapport aux systèmes conventionnels de production d’énergie thermique ou électrique, la cogénération permet d’économiser environ 35 % d’énergie primaire.
Ainsi, une station de simple décantation primaire d’ ERU avec digestion peut être largement autonome en énergie électrique. Une station d’épuration avec traitement biologique peut avoir une gestion énergétique équilibrée si le mode d’aération est économe en énergie (boues activées avec diffusion d’air par fines bulles) et si le traitement des boues est simple.
La valorisation énergétique du biogaz impose néanmoins souvent la mise en œuvre de moyens de traitements pour éliminer certains composés pour protéger les moteurs à biogaz ou les turbines.

exemple de valorisation du biogaz : cogénération de la station d’As Samra (Amman Jordanie)
La station d'épuration d'As Samra en service depuis 2008 traite les eaux usées de l'agglomération d'Amman (Amman, Russeifa, bassin de Zarqa) où vit 60% de la population de Jordanie. Sa capacité initiale de traitement nominale de 267 000 m3 / j, a été portée à 364 800 m3 / j en 2015 représentant 232 200 kg de DBO5.
La ligne de traitement des boues comprend 7 digesteurs de 15 900 m3 chacun produisant environ 4 500 N m3 / h de biogaz. Le biogaz est désulfuré au moyen d’un traitement biologique, réduisant ainsi la teneur en H2S à moins de 500 ppm. Le biogaz produit dans les digesteurs sont stockés dans trois réservoirs de gaz de chacun 5.000 m3.
Ce biogaz est transformé en électricité et en chaleur à travers 10 unités de cogénération biogaz de 1 000 kWe chacun. La chaleur issue de la cogénération est ensuite utilisée pour maintenir la température des boues à 35-37 °C dans le digesteur.
Le point clé pour assurer un fonctionnement fiable de la cogénération à partir du biogaz est la qualité du biogaz. Pour cela, un système de suivi du biogaz est installé, qui contrôle les concentrations en H2S et en CH4 dans le biogaz alimentant les unités de cogénération. Des analyses régulières du biogaz et de l'huile de moteur sont indispensables afin de vérifier que la présence de ces polluants est limitée à des valeurs acceptables. La teneur mesurée en siloxanes totaux dans le biogaz est inférieure à 1 mg / Nm3.
production de biométhane
Qu’est-ce que le bio méthane et à quoi cela sert-il ?
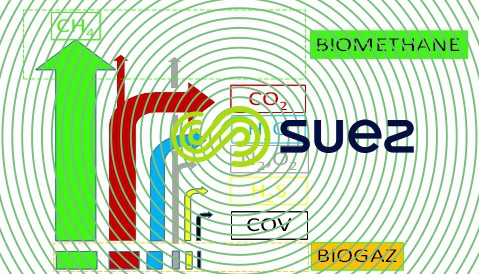
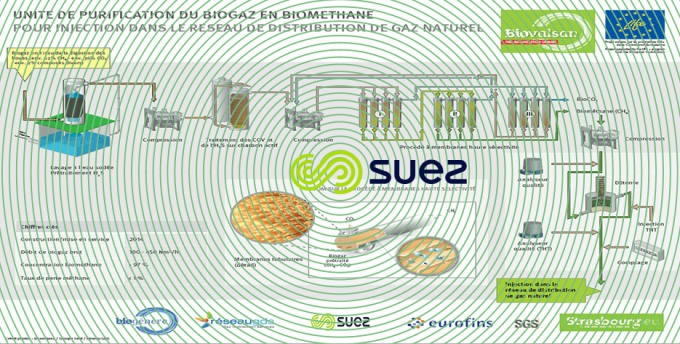
Le bio méthane est issu du processus de purification du biogaz en vue d’une injection dans le réseau de gaz naturel ou d’une utilisation comme carburant (figure 16).
La composition du bio méthane doit être conforme aux exigences du réseau de gaz naturel dans le premier cas, et à celles des motoristes dans le second.
L’hydrogène sulfuré, l’eau et les composés organiques volatils sont généralement séparés au cours d’une étape dite de prétraitement.
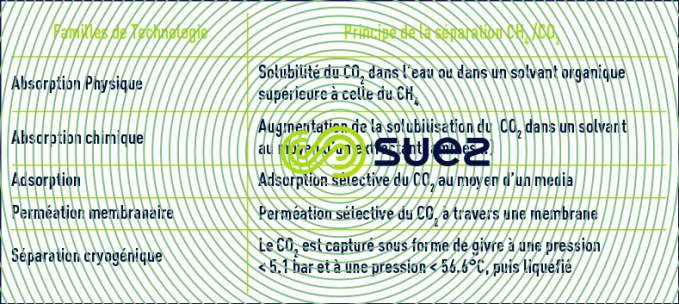
Le CO2, une fois séparé du méthane au moyen d’une des technologies décrite dans le tableau 8, est évacué dans les « off gas ».
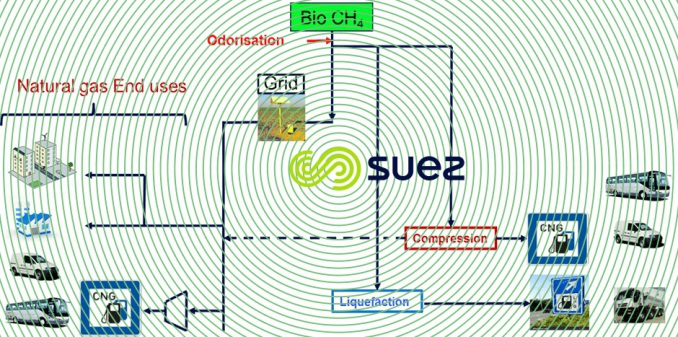
Le schéma des différentes utilisations possibles du bio méthane comme substitut du gaz naturel ou carburant est représenté sur la figure 17.
- Les différentes technologies utilisées pour produire du bio méthane
Les principales technologies de séparation du CO2 du CH4 sont résumées dans le tableau n°8
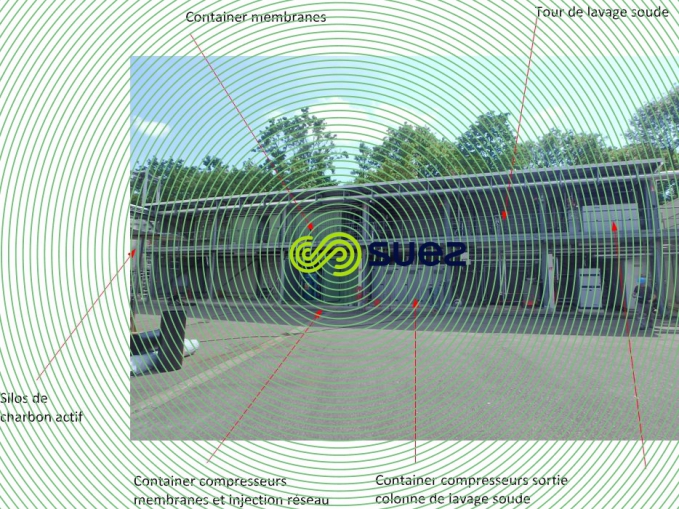
- Cas de l’unité de production de bio méthane de la station d’épuration de Strasbourg
L’unité produit 450 Nm3/h de bio méthane injectés dans le réseau de gaz naturel de Strasbourg.
La technologie utilisée est la perméation gazeuse. Les membranes ont été fournies par la société EVONIK.
L’Hydrogène sulfuré, l’eau et les composés organiques volatiles sont traités par une tour de lavage à la soude, du charbon actif et des étapes de séchage par refroidissement successives. Un étage final de compression permet d’adapter la pression en sortie de l’unité de traitement par membranes à la pression du réseau.
types et dimensionnement des digesteurs de boues
La gamme des digesteurs Degrémont® se décline de la façon suivante :
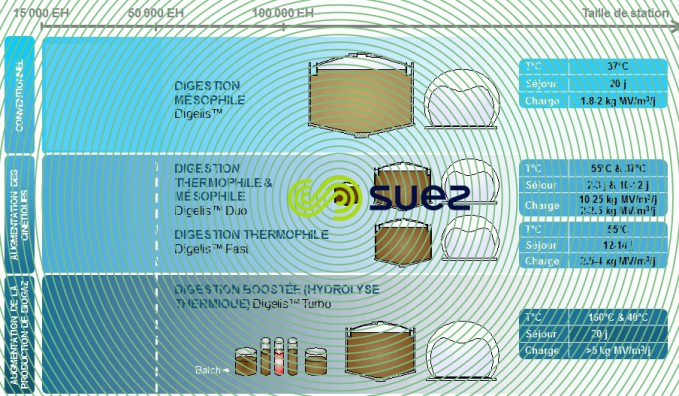
digesteur mésophile (35-40 °C): Digelis
Une installation de digestion de boue de type mésophile comprend un ou plusieurs réacteurs en parallèle suivis généralement d’un stockeur de boues digérées permettant de s’adapter au rythme de la déshydratation. Les temps de séjour et charges organiques sont données sur la figure 15 et ces avantages et inconvénients résumés sur le tableau 9.



digestion thermophile (50-60 °C) : Digelis Fast
Un atelier Digelis Fast met en œuvre une digestion thermophile couplée à un équipement de récupération d’énergie en sortie de digesteur : la digestion thermophile accélère le cycle de digestion des boues tout en gardant la même demande en énergie que la digestion mésophile grâce à la récupération d’énergie.

la digestion anaérobie deux phases
Ce procédé est simple dans son principe puisqu’il se fonde sur la dissociation des deux étapes fondamentales de la digestion anaérobie, l’étape d’hydrolyse/acidification et celle de la méthanogénèse (production de CH4) – voir Cultures bactériennes anaérobies.
Ces deux étapes sont fondamentalement différentes puisque :
- elles ne font pas appel aux même populations bactériennes, lesquelles n’ont pas les mêmes conditions optimales de fonctionnement ;
- les cinétiques de chaque étape sont différentes : les bactéries responsables de l’acidogènes se développent plus rapidement que celles responsables de la méthanogénèse.
mise en œuvre
La dissociation de ces deux étapes permet d’optimiser leur fonctionnement. Les paramètres de bonne stabilité pour chacune d’elles sont les suivants :
- Phase 1 – hydrolyse des MO : TSH = 2 jours en moyenne, température 55 °C ;
- Phase 2 – production de biogaz : TSH = 10 jours en moyenne, température 37 °C (induisant une excellente stabilité des MO en sortie).
Cette filière en 2 phases permet ainsi de réduire significativement les volumes globaux de réacteurs par rapport à une digestion classique et de mieux détruire les germes pathogènes présents.
Un échangeur intermédiaire boues entrée phase 1/boues sortie phase 1 est nécessaire pour le refroidissement des boues avant l’arrivée dans le réacteur mésophile en seconde étape.
Les calories ainsi récupérées serviront au préchauffage des boues fraîches.
la digestion anaérobie deux phases : Digelis Duo
Ce procédé, en plus de diminuer les temps de séjour et donc les volumes de digestion, apporte d’autres avantages :
- il permet d’encaisser des variations de charges beaucoup plus importantes que le procédé classique. Ceci constitue un avantage non négligeable compte tenu des différentes productions de boues enregistrées sur les stations d’épuration (temps de pluie, période de pointe). Ainsi, l’étape 1, dimensionnée en moyenne à 2 jours de temps de séjour, peut accepter de passer à 1,5 jours de temps de séjour en gardant la même efficacité ;
- il permet de traiter des boues plus visqueuses : préchauffées à 55 °C, elles sont de fait plus fluides et assurent une alimentation plus stable du mésophile.
- il assure une meilleure qualité de boue en seconde étape : après hydrolyse les boues restent plus fluides même à 35 °C, le brassage (homogénéisation) sera donc facilité.
Deux à trois jours de temps de séjour des boues à 55 °C permet de détruire une grande partie des bactéries pathogènes notamment les salmonelles ; ce point est important car il pourra influer sur les post-traitements à mettre en place après la déshydratation avant épandage des boues en agriculture.
L’efficacité globale de ce procédé est identique à celui d’une digestion classique pour les mêmes qualités et quantité de boues à traiter.
Le procédé Digelis Duo est particulièrement intéressant pour augmenter le potentiel de traitement d’un atelier de digestion existant par mise en place du digesteur thermophile en amont (réhabilitation).
L’organisme américain EPA (Environmental Protection Agency) a accordé en septembre 2002 l’équivalence nationale PFRP (voir les destinations finales des boues), sous conditions, au procédé 2 PAD nom du Digelis Duo aux Etats Unis. Le fonctionnement séquencé de l’alimentation assure ainsi une hygiénisation de la totalité de la masse de boue.
Parmi les installations réalisées aux Etats Unis celle de la station de Chattanooga (Tenessee) traitant les effluents de 1 600 000 EH, comprenant 2 Digesteurs thermophiles aliment 4 digesteurs mésophiles.

la digestion boostée : Digelis Turbo
L’atelier Digelis Turbo intègre en amont d’un digesteur mésophile le procédé d’hydrolyse thermique de la société norvégienne Cambi.
L’hydrolyse thermique consiste à maintenir pendant environ 30 minutes à une température de 150-165°C les boues ayant une concentration en MS de 16 à 17 % puis à effectuer une détente flash avant l’alimentation du digesteur. L’hydrolyse thermique a pour but d’améliorer les performances de la digestion sur des boues biologiques ou des boues mixtes en provoquant la rupture des parois cellulaires des bactéries, le contenu cellulaire étant alors facilement accessible par la digestion mésophile. Après hydrolyse la boue est diluée à 10% de siccité environ avant d’être injectée dans le digesteur : le brassage du digesteur est efficace malgré cette concentration car l’hydrolyse thermique améliore la fluidité des boues.
Les avantages de Digelis Turbo sont les suivants :
- Une diminution du volume de digestion par un facteur 2 due à l’alimentation avec une concentration en MS de 10 %,
- Une augmentation d’environ 50 % de l’élimination de la MO s’accompagnant d’une augmentation d’un facteur identique de la production de biogaz,
- Une amélioration de la siccité des boues déshydratées de l’ordre de 4 à 8 points %,
- Une hygiénisation des boues grâce à l’hydrolyse thermique.
Une réalisation majeure est celle d’une usine de 760 000 m3 par jour soit environ 3,5 millions d’équivalents habitants représantant 50 000 Tonnes de MS par an. Le choix de la technologie Digelis Turbo a permis de réduire le nombre de digesteur à installer, et permettra à terme d’augmenter la production d’électricité d’environ 6 % et de diminuer la production de boues de 27 %.

données générales de dimensionnement
Le tableau 11 récapitule les gammes de dimensionnement habituelles des digesteurs de boues selon les configurations choisies :
conception des digesteurs de boues degremont®
alimentation et extraction
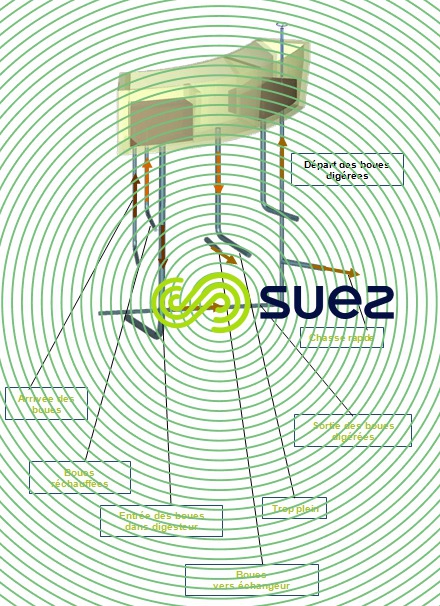
Les digesteurs degremont® sont conçus avec une alimentaion et une extraction par vasque ce qui évite l’entrainement de gaz vers la deshydratation, assure l’alimentation du digesteur avec une température de boues suffisante et permet une évacuation gravitaire des boues digérées.
brassage des digesteurs
Un brassage énergique est nécessaire pour :
- mettre en contact tous les nutriments amenés avec la biomasse épuratrice ;
- assurer l’homogénéité de la température ;
- minimiser l’accumulation de dépôts.
brassage au biogaz
La technique la plus fiable est celle du brassage au biogaz (figure 23). Le biogaz est recirculé et introduit sous pression au sein de la masse de boues. Si cette injection de gaz est concentrée dans la zone centrale et à la base du digesteur, il se produit, pour des rapports convenables diamètre/hauteur de l’ouvrage, un brassage « torique » puissant, du centre vers la périphérie. Le débit de gaz prélevé dans la coupole du digesteur pour assurer ce brassage est d’au moins 1 m3 · m–2 · h–1. SUEZ a normalisé ces dispositifs de brassage, équipés de cannes plongeantes. Cette technologie éprouvée requiert des énergies de 5 à 6 W · m–3 de digesteur pour la compression du biogaz.
SUEZ développe également le procédé Cannon Mixer : cette technologie de brassage au biogaz consiste à remplacer les cannes d’injection par des « canons », tubes de diamètres 450, 600, ou 750 mm aspirant la boue en divers points du digesteur grâce à des générateurs de grosses bulles ; le mouvement piston ainsi généré est particulièrement efficace énergétiquement. Cette technologie peut être notamment proposée dans le cas de digesteurs de grands volumes de boues.
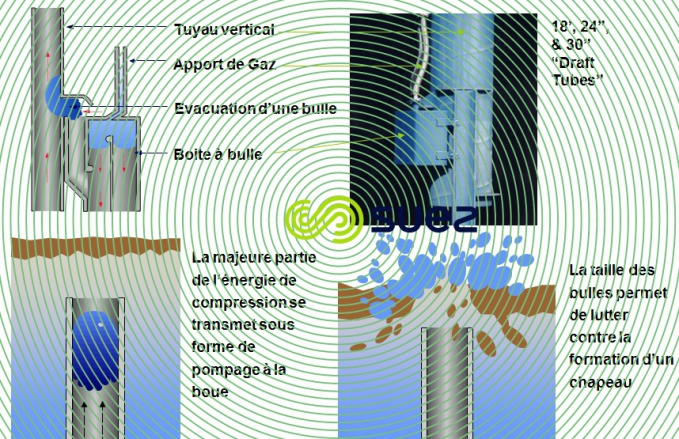

Un brassage au gaz bien dimensionné permet de réaliser des digesteurs à grande section horizontale et à radier à faible pente (8 digesteurs de 16 000 m3 et 34 m de diamètre, photo 14). La présence d’une grande surface libre facilite le dégazage et réduit considérablement les risques de moussage, existant surtout à la mise en route, sur des digesteurs de type « vertical » tout en limitant la formation de dépôts dans le digesteur grâce a un brassage uniformément réparti. La couverture est le plus souvent réalisée sous forme de coupole fixe.

brassage mécanique
- Les différents types de brassage mécanique des digesteurs
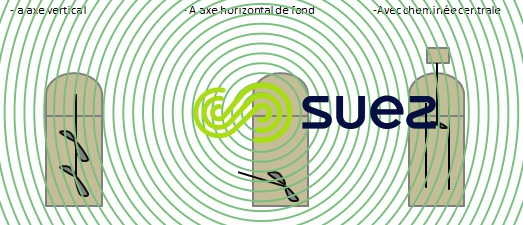
Cette technologie doit être mise en œuvre en prenant un minimum de précautions à savoir :
- hauteur/diamètre du digesteur > 1 ;
- pente sur le fond du digesteur pour limiter les accumulations de dépôts ;
- prétraitement efficace des boues pour éliminer les filasses.
Sans ces dispositions, le brassage risque d’être peu performant (limitation du volume réellement utile du digesteur) et difficile à exploiter (obligation de sortir régulièrement les mobiles d’agitation qui sont des pièges à filasses).
Les différents types de brassage mécanique :
chauffage des digesteurs
Le mode de chauffage le plus sûr est celui par échangeurs monotubes extérieurs, alimentés en eau chaude et montés sur un circuit de recirculation des boues en cours de digestion.

Des échangeurs en spirale, où la vitesse de circulation ainsi que les sectionsde passage sont plus faibles, peuvent aussi être utilisés moyennant certaines précautions d’emploi (dilacération, absence d’entretoises…).
En plus du réchauffage des boues fraîches, le système de chauffage doit compenser les pertes calorifiques extérieures. Les coefficients de transfert sont fonction des matériaux et des conditions d’implantation dans le sol (à noter l’influence très défavorable d’une nappe baignant la base du digesteur).
En première approximation, dans les pays tempérés, on peut admettre des pertes calorifiques extérieures de 2 100 à 2 500 kJ · m–3·j–1 (500 à 600 kcal · m–3·j–1) pour des capacités inférieures à 1 000 m3, et de 1 250 kJ · m–3·j–1 (300 kcal · m–3 · j–1) pour des capacités supérieures à 3 000 m3.
L’isolation des digesteurs est obtenue généralement avec une double paroi ; l’espace intermédiaire étant vide ou rempli d’isolant (matériau expansé). Des parois composites sont aussi réalisées sur de grands ouvrages. La construction en béton peut être remplacée pour de faibles volumes par une construction en acier avec protection adaptée.
le concept Digelis Smart (figure 26)
Le principe développé est de regrouper dans une même enceinte les fonctions digestion des boues et stockage du biogaz afin de réduire l’emprise au sol et le réseau de biogaz. Ainsi la coupole du digesteur est remplacé par un gazomètre souple à double membrane prolongé d’une membrane intérieure plongeant sous le niveau de la boue.
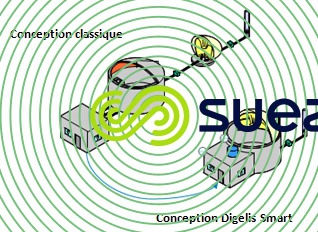
Le concept Digelis Smart, applicable à la digestion mésophile et thermophile, est notamment spécifiquement bien adapté aux stations de 15 000 à 100 000 EH. Le digesteur peut être construit en béton mais cette taille d’appareil se prête particulièrement bien à la construction métallique sur dalle béton avec paroi composite. Dans ce cas le chauffage du digesteur peut se faire par un réseau d’eau chaude enroulé entre la paroi interne et l’isolation externe du digesteur.


démarrage et conduite d’une installation de digestion
considérations générales
Les règles générales, données au paramètres d'exploitation, pour le contrôle des installations de méthanisation comportant un réacteur unique, sont applicables.
Un ensemencement du digesteur anaérobie de boues, sans être indispensable, réduit la durée de montée en charge (de 2 mois à 1 mois environ). Ceci est moins vrai pour les digesteurs fonctionnant en mode thermophile (adaptation nécessaire de la flore aux conditions de température).
Toutefois, du fait de la forte viscosité des suspensions, le rôle du brassage est particulièrement important. Le brassage de la masse de boues d’un digesteur doit être maintenu en continu, à partir du moment où du biogaz est produit.
Le démarrage des réactions biochimiques est facilité par une concentration élevée et on peut considérer qu’industriellement, une concentration de 15 g · L–1 en MS constitue une limite inférieure sur des boues résiduaires urbaines.
Le chauffage du digesteur à sa température nominale, dès le démarrage, est particulièrement recommandé. Le maintien du pH de la boue entre 7 et 7,2 peut nécessiter, pendant les premières semaines, une injection de chaux.
moussage des digesteurs
C’est, avec les entrées intempestives d’air, le dysfonctionnement principal rencontré sur les digesteurs. Plusieurs causes sont à l’origine de ce phénomène :
- la présence de bactéries filamenteuses (Nocardia, microtrix…) dans les bassins d’aération (bactéries à caractère hydrophobe ayant tendance à s’agglomérer et à flotter lorsqu’elles se retrouvent dans le digesteur) ; c’est la première cause à considérer ;
- les à-coups de charge ou de débit ;
- les températures excessives (> 40 °C) ;
- l’alimentation du digesteur avec des boues déjà très fermentées riches en AGV ;
- la présence de tensioactifs peu ou mal dégradés dans la ligne de traitement d’eau.
Les moussages sont à l’origine d’importantes difficultés d’exploitation (débordements non contrôlés de boues digérées, retours en tête chargés, blocage des circuits biogaz…).
Ces phénomènes peuvent apparaître en conditions mésophiles ou thermophiles et quel que soit le type de brassage mis en place (brassage au biogaz ou mécanique).
précipitations
Dans certains cas particuliers - présence de magnésium dans les eaux résiduaires (souvent due à des intrusions marines dans les réseaux d’égout) –, on constate la précipitation de struvite (MgNH4PO4) qui obstrue les dispositifs avals sur les boues (tuyauteries, échangeurs, pompes…) Une attention au pH et l’injection de sel de fer bloquant les phosphates (FePO4) résolvent ce type de problème.
Cette précipitation de struvite peut être volontairement déclenchée et contrôlée dans un ouvrage en aval du digesteur pour notamment récupérer du phosphore valorisable en engrais.
vidange
La vidange périodique des digesteurs de boues (10 à 15 ans entre deux curages dépendant de la qualité des prétraitements mis en place et du mode de brassage retenu), doit faire partie du programme normal d’entretien pour évacuer les sables et limons qui, à la longue, s’accumulent dans le fond des ouvrages et en diminuent la capacité utile. Un dessablage soigné de l’eau brute est d’ailleurs toujours recommandé.
procédés susceptibles d’améliorer les performances de la digestion anaérobie
Un certain nombre de technologies de pré traitement ont été développées pour augmenter les performances de la digestion anaérobie. Les objectifs recherchés sont multiples :
- éliminer plus de matière organique (évacuer moins de boue de la station) et augmenter les productions de biogaz (valorisation in situ) ;
- augmenter les cinétiques des réactions et diminuer les volumes des réacteurs (diminuer les investissements).
- il s’avère qu’à l’exception de l’hydrolyse thermique décrite dans le cadre du Digelis Turbo aucune efficacité de ces pretraitements n’a pu être démontrée à l’échelle industrielle.
la co-digestion
La co-digestion consiste à digérer dans un même réacteur des boues provenant d’usines de traitement d’eaux résiduaires urbaines avec d’autres déchets organiques : graisses, fraction fermentescible des ordures ménagères (déchets végetaux..), sous-produits de l’industrie agroalimentaire (lactoserum, effluents d’élevage..), boues externes...Le choix des co-intrants se porte sur des intrants à haut pouvoir méthanogène afin de stimuler la production de biogaz.
La co-digestion requière des différents acteurs une grande rigueur dans la collecte, le tri et la préparation des déchets organiques avant addition dans le digesteur.



Outil Marque-page
Cliquez sur l'outil marque-page, puis surlignez le dernier paragraphe lu pour pouvoir poursuivre ultérieurement votre lecture.
