










industries agro-alimentaires (IAA)
Temps de lecture :Le secteur agro-alimentaire se caractérise par sa diversité de par sa taille, le type d’entreprises, la gamme étendue de matières premières, les produits et procédés utilisés ainsi que les nombreuses combinaisons qu’ils permettent. Le secteur est également sujet à des conditions économiques, sociales et environnementales locales diverses, et soumis à des législations nationales voire régionales.
Les impacts environnementaux les plus conséquents sont la consommation d’eau et le rejet d’eaux usées et la consommation d’énergie.
Dans les effluents agro alimentaires, la DCO et la DBO sont habituellement élevées et les niveaux pouvent être de 10 à 100 fois supérieurs à ceux des eaux usées domestiques.
Cependant des variations instantanées importantes des flux polluants journalières (lavages de fin de journée), hebdomadaires (lavages de fin de semaine) et saisonnières (activité saisonnière) sont une des caractéristiques de ces effluents.
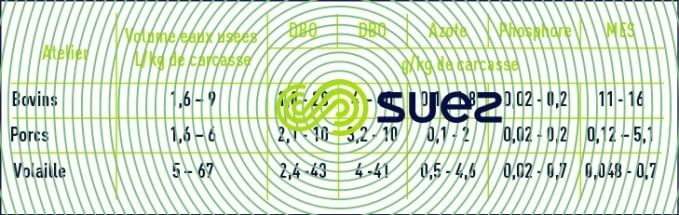
abattoirs et industries de la viande
Les flux de pollution générés par cette industrie dépendent en premier lieu : du type de viande (bovins, porcins, ovins, volailles) et des procédés retrouvés en aval de l’abattoir.
Les ateliers de triperie-boyauderie et le vidage des matières stercoraires, présents dans la majorité des industries de la viande, rejettent à elles seules plus de 50 % de la pollution.
Celle-ci dépend :
- De l’importance de l’atelier triperie boyauderie pour les abattoirs d’ongulés. Le lavage d’estomacs et d’intestins peut correspondre à près de 20 % de la DBO totale et de 15 % des émissions d’azote et participe donc significativement à la teneur organique des effluents. On peut également trouver des agents pathogènes présents dans les panses ou intestins
- du taux de récupération du sang (sang à l’état liquide, DCO : 400 g.Lˉ¹, DBO : 200 g.Lˉ¹, NK : 30 g.Lˉ¹). Parmi tous les rejets liquides générés par les abattoirs, le sang présente la DCO la plus élevée
- des ateliers annexes tels que le traitement des peaux, la salaison et les conserveries qui utilisent une quantité de sel (NaCℓ) importante et engendrent des concentrations en chlorure. La charge en DBO de ces ateliers est de l’ordre de 10 à 20 g par kg de produit fini ;
- du mode d’évacuation des matières stercoraires
- des graisses présentes en quantités importantes.
Les fortes teneurs en MES quelques fois rencontrées correspondent à des matières cellulosiques fibreuses non biodégradables.
En fonction des ateliers, les eaux utilisées peuvent être froides, chaudes (90°C) ou mitigées (45°C). Les graisses (principalement issues chez les ongulés des processus d’éviscération et de lavage des intestins) présentes en quantités importantes sont plus ou moins émulsifiées en fonction de la température de l’eau et de la présence de tensio-actif (agent de nettoyage).
La présence d’atelier de transformation : plumes (volaille) apportant des sulfures, du sang ou de gélatine (porcs), qui génèrent des charges organiques et des MES.

Face aux défis environnementaux et énergétiques, les industriels sont amenés à optimiser leur consommation d’eau. En raison d’exigence sanitaire, les recyclages d’eaux peuvent être limités à certains ateliers.
tanneries et mégisseries
Ces ateliers comportent un prétraitement commun des peaux par trempage, pelanage dans un bain de chaux additionné de sulfures et rinçage ; l’effluent peut contenir jusqu’aux 3/4 de la charge de pollution (atelier de travail en rivière).
La phase ultérieure du traitement est le tannage qui peut être réalisé :
- dans les tanneries à partir de tannins végétaux ou surtout de sels de chrome que l’on trouve dans les rejets correspondants ;
- dans les mégisseries à partir de saumure de NaCℓ et d’aluns (pollution principalement minérale).
évaluation des rejets
Les volumes en sont très variables :
- 20 à 120 m3·t–1 si tannage au chrome (2 à 3 kg Cr3+ par tonne de peaux) ;
- 20 à 90 m3·t–1 si tannage végétal ;
- 200 à 250 kg DCO et 75 à 150 kg MES par tonne de peaux (30 kg environ pour un bovin).
Dans les grandes usines, on cherche à collecter séparément :
- les effluents de traitement préliminaire ;
- les bains de tannage (3 à 6 g . L–1 de Cr3+, pH 3,5) ;
- les eaux alcalines sulfurées.
Les rejets contiennent des colloïdes protéiniques, des graisses, des poils, des colorants, des chlorures et des sulfures provenant de pelanage.
colles et gélatines
Dans cette industrie, les matières premières sont les peaux fournies par les tanneries et les os fournis par les abattoirs qui subissent une solubilisation acide puis une hydrolyse alcaline dans un lait de chaux, alors que les peaux de porcins (pig skin) subissent un seul lavage acide des couennes avant flottation des graisses.
Les volumes d’eaux résiduaires peuvent être de 60 à 70 m3·t–1 d’os et correspondre à 50 kg DBO5 par tonne de colles produites.
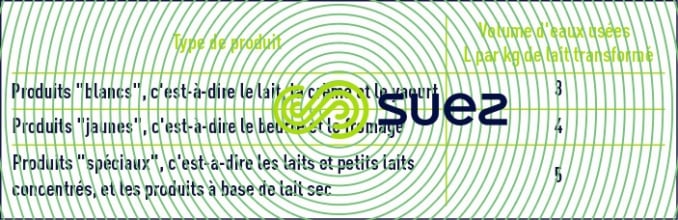
industries laitières
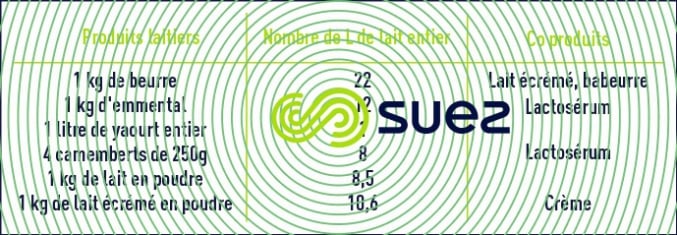
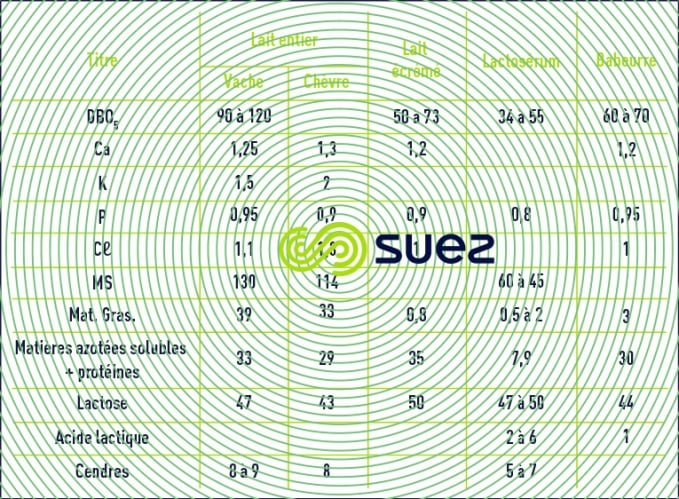
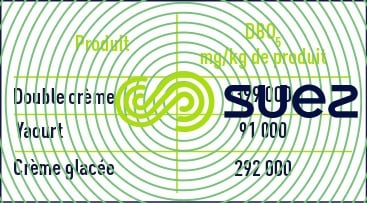
Les industries laitières sont généralement des usines intégrées et fabriquent donc divers produits. Chaque produit génère une certaine quantité de lait en entrée (tableau 41).
Origine des rejets :
- pasteurisation et ensachage : pertes de lait, eaux de lavage diluées à pH très variable
- fromageries et caséineries : rejet de sérum déprotéiné mais riche en lactose
- beurreries : rejet de babeurre, pauvre en matières grasses mais riche en lactose et protéines. Sérum et babeurre font de plus en plus l’objet de traitements complémentaires
- récupération de protéines par ultrafiltration ;
- déminéralisation et récupération du lactose des sérums par électrodialyse ; réduisant d’autant la pollution de ces rejets
Les procédés de fabrication mis en œuvre sur site ainsi que la nature du produit formé sont donc à l’origine des rejets.
La charge des effluents dépend également des pertes, qui lors de la transformation du lait peuvent atteindre 3 à 4 %, contribuant grandement à la teneur en DCO, en azote et en phosphore.
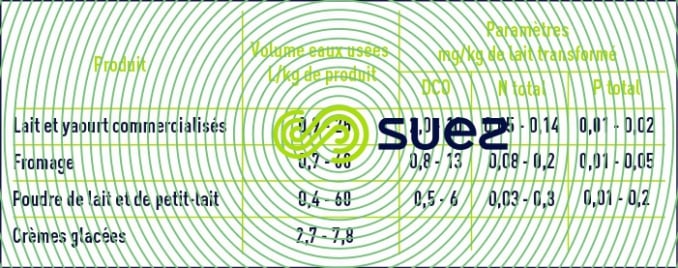
évaluation des rejets
Les effluents laitiers sont très facilement biodégradables et cela se traduit par un rapport DCO/DBO variant de 1.5 à 2.
La récupération et le recyclage des eaux de refroidissement et de condensats peuvent être facilement applicables, étant donné leur faible charge polluante.
Les opérations de nettoyage sont généralement régies par des programmes automatisés qui comportent souvent des rinçages poussés, de nature alcaline (soude) ou acide (acide phosphorique, nitrique…). Cela provoque des variations journalières importantes au niveau du pH, de 2 à 12, mais également du débit (nettoyage en fin de journée, démarrage des installations…).
Leur volume dépend des recyclages (refroidissement et récupération des condensats) soit de 1 à 6 L.L-1 de lait traité.
brasseries
L’eau est la matière première la plus importante en volume dans la constitution de la bière. La qualité de cette eau est également déterminante lors du brassage. Par exemple sa composition saline intervient directement dans les caractéristiques de la bière (moelleux, amertume…).
L’eau en contact direct avec la bière, les levures ou particules diverses telles que les drèches, kieselguhr ou diatomées, nécessitera un traitement avant rejet.
Origine des rejets :
- pertes au remplissage des bouteilles
- nettoyages (bouteilles de retour, cuves de fermentation et de garde, sols) ;
- filtration du moût et séparation des troubles ou des levures
- évacuation des fonds de cuve ;
Evaluation des rejets :
- les eaux usées proviennent principalement de l’embouteillage et de la mise en fûts
- les procédés de fermentation et de filtration peuvent contribuer à 97 % de la charge totale en DBO
- variation du pH car utilisation d’acides et de produits caustiques lors du nettoyage.
- les MES générées, proviennent généralement du rejet de sous-produits, de diatomite dont par exemple la terre d’infusoires, parfois de pulpe d’étiquettes
- l’azote provient principalement du malt, des additifs et des détergents utilisés lors du nettoyage des réservoirs.
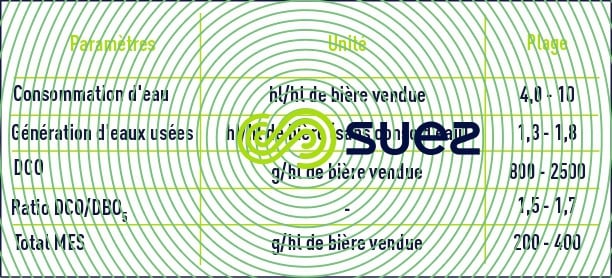
Les plages de concentration de différents paramètres sont énoncées ci dissous :
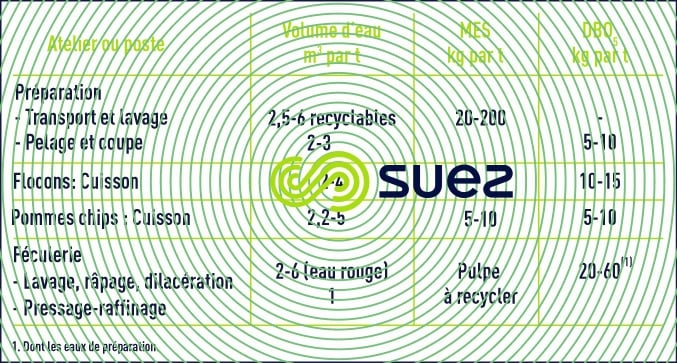
industries de la pomme de terre - féculeries
La pomme de terre contient 12 à 20 % de fécule, 70 à 80 % d’eau et beaucoup de protéines.
Elles peuvent correspondre aux ateliers suivants :
- communs : lavage et transport des tubercules (terres et débris végétaux), pelage à la soude ou à vapeur (fortes concentrations en pulpe récupérable et en amidons et protéines) ;
- spécifiques : fabrication de pommes frites et chips (quantités importantes de matières grasses), blanchiment (forte DBO ).
Le tableau 48 donne des chiffres types.
industries de l’amidon
Les féculeries extraient l’amidon des tubercules de manioc et pommes de terre, les amidonneries par voie humide l’extraient surtout des céréales plus riches (blé, maïs, riz). Dans ce dernier cas, la pollution provient de l’évaporation des eaux et est constituée d’acides organiques volatils. Une pollution notable en protéines solubles peut aussi provenir de l’atelier de glucoserie s’il existe.
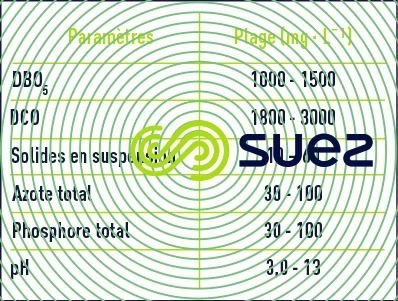
La nature des effluents dépend des traitements spécifiques des matières premières après le lavage commun (tableau 49, ci dessous).

Caractéristiques effluents :
- taux élevé en matières organiques, facilement biodégradables ;
- augmentation des niveaux de DCO et DBO par l’hydrolyse et la fermentation entre autres des sucres réduits, des acides volatils et des aldéhydes.
- présence d’azote, urée et ammoniaque, due aux composés générés par la dégradation des protéines.
Outil Marque-page
Cliquez sur l'outil marque-page, puis surlignez le dernier paragraphe lu pour pouvoir poursuivre ultérieurement votre lecture.
