










Fluidisation
Cette technique est mise en œuvre dans diverses unités de traitement de l’eau :
- réacteur de décarbonatation en lit fluidisé : Softazur ;
- réacteurs biologiques en lit fluidisé, ex. Anaflux ;
- sécheurs et fours en lit fluidisé (ex. four à lit fluidisé Thermylis) ;
ou pendant une seule phase du procédé (lavage ou classement des matériaux) :
- les filtres et réacteurs biologiques à lit granulaire lavés à l’eau seule ;
- échangeurs d’ions en lits mélangés et filtres multicouches (classement et séparation des matériaux).
Dans un réacteur contenant quelques particules solides au travers desquelles passe un fluide circulant de bas en haut, chacune de ces particules est soumise d’une part à la force de gravité, d’autre part à la force de frottement due au passage du fluide. Il en résulte un équilibre définissant une vitesse critique (voir loi de Stokes si l’écoulement est laminaire). Si la vitesse ascensionnelle est inférieure à la vitesse critique, la particule décante, alors que si la vitesse ascensionnelle est supérieure, la particule sera entraînée vers le haut par le liquide.
Un lit fluidisé ne se comporte pas comme un ensemble de particules libres ; au contraire, constitué d’un ensemble dense de particules interagissant entre elles, il se comporte plutôt comme un fluide, d’où le nom de « fluidisation ».
En pratique, lorsqu’on soumet, dans une colonne, une masse granulaire dont le coefficient d’uniformité est égal à 1, à des vitesses ascensionnelles croissantes, on obtient les résultats résumés sur les graphiques a et b de la figure 45.


L‘expansion du matériau, d’abord nulle (lit fixe ou « compact »), croît ensuite avec la vitesse du liquide « le lit fluidisé s’expanse ».
Au contraire, la perte de charge, (courbe b de la figure 45) d’abord croissante dans le lit compacté, reste ensuite constante entre deux vitesses caractéristiques :
- Vmf : vitesse minimale de fluidisation ;
- VE : vitesse d’entraînement du lit.
On notera que ceci est rendu possible malgré les frictions croissantes parce que le lit s’expansant voit son e croître (voir équations de base).
Ces deux vitesses critiques dépendent elles-mêmes de la taille des particules, de leur densité, mais aussi de la viscosité du fluide et donc de sa température. On notera que, au-delà de la vitesse VE, le lit perd sa cohésion et ses matériaux sont peu à peu entraînés par le courant ascendant.
Si, comme c’est en général le cas, le coefficient d’uniformité de la masse granulaire est supérieur à 1, on note néanmoins le même comportement cohérent du lit et les vitesses Vmf et VE sont toujours clairement définies sur la courbe d’évolution de la perte de charge, alors que les mêmes transitions lit fixe – lit fluidisé – lit entraîné sont beaucoup moins claires si l’on ne suit que la hauteur du lit.
De fait, les lits fluidisés sont exploités la plupart du temps à des vitesses correspondant à des taux d’expansion de 20 à 40 % par rapport aux lits fixes.
D’une manière générale, le bon fonctionnement d’un réacteur à lit fluidisé est conditionné par :
- une bonne répartition du fluide à la base du réacteur ;
- un matériau de contact homogène et résistant à l’abrasion.
On notera que les systèmes triphasiques (solide – liquide – gaz), à condition que le volume de gaz dans le lit ne soit pas trop élevé (< 10 %), se comportent comme les lits diphasiques et que la bonne répartition du débit liquide conditionne l’homogénéité de la fluidisation.
En traitement biologique, le brassage intime du lit de particules dans le fluide à traiter permet de maximiser les échanges entre la biomasse colonisant le matériau et ce fluide. En même temps pour maximiser la surface de colonisation disponible, on a intérêt à utiliser des matériaux de faible taille effective (0,2 à 0,5 mm). Cela fait que le lit fluidisé est souvent cité comme le réacteur le plus efficace (ex. en termes de kg DBO éliminé/m3·j) mais pas toujours le plus facile à exploiter.
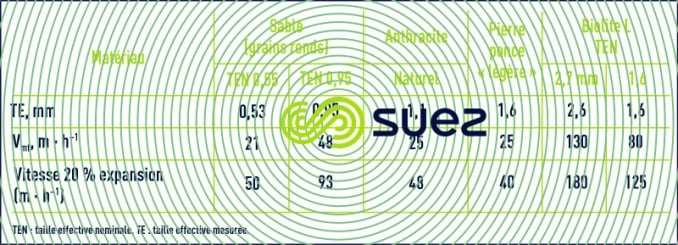
Il faut en particulier prendre garde au fait que la biomasse croissant, les grains s’enrobent d’un film de densité faible ; ceci diminue leur vitesse de fluidisation et augmente l’expansion du lit. Il faut donc prévoir des moyens (pompes, éjecteurs…) pour désenrober ces grains tout en préservant un ensemencement suffisant pour maintenir la performance du réacteur. Les matériaux utilisables sont le sable, la biolite…
Le tableau 14 donne quelques valeurs de vitesse de fluidisation mesurée sur des échantillons réels.
Outil Marque-page
Cliquez sur l'outil marque-page, puis surlignez le dernier paragraphe lu pour pouvoir poursuivre ultérieurement votre lecture.
